Форум выживальщиков
Зарегистрируйте бесплатную учетную запись сегодня, чтобы стать участником нашего сообщества! После входа в систему вы сможете участвовать на этом сайте, добавляя свои собственные темы и сообщения, а также общаться с другими участниками.
-
Для мобилизованных! Читать!
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Электрогазовая сварка и резка. Оборудование. Использование.
- Автор темы Satir
- Дата начала
Я думал ты умней...
Это шов неоплавляемым электродом и КРАСКА))))
В голове у тебя краска, в перемешку с ботвой.
На осметале нашел ответ, вопрос снимается.
ruso16
Выживальщик
Вечером, когда остыл немного баллон, быстрым движением проводим черту мелом сверху вниз или снизу вверх.Там где есть газ, следа изза сконденсированной воды не останется.Так как заправляется до стравочного отверстия, точнее, пока жидкий газ не попрёт через стравочную трубку сантиметров на 5 выступающую вниз.То есть если до верха сантиметров 10, значит недолили. У нас сейчас в моде вообще металлические шарики засыпать!!!Обнаружил заправляя с большого баллона три маленьких, заклинило клапан а потом горстями стало выплёвывать металлические шарики.Воды дольют всегда.Неприятно, когда тебя за лоха держат
Satir
Готовящийся
LV426, если этот цвет получился при сварке, скинь ссылочку интересно почитать, что придумали и как с равнопрочностью дела у этих швов залитых полуавтоматом.
---------- Сообщение добавлено в 07:58 ---------- Предыдущее сообщение размещено в 07:50 ----------
Неплавящимся электродом в среде инертных газов ГОСТ 14771
По шву пока того же мнения, слишком одинаковый (без переливов) цвет шва по всей протяженности
---------- Сообщение добавлено в 07:58 ---------- Предыдущее сообщение размещено в 07:50 ----------
Я думал ты умней...
Это шов неоплавляемым электродом и КРАСКА))))
Неплавящимся электродом в среде инертных газов ГОСТ 14771
По шву пока того же мнения, слишком одинаковый (без переливов) цвет шва по всей протяженности
Цвет побежалости.LV426, если этот цвет получился при сварке, скинь ссылочку интересно почитать,
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C).
---------- Сообщение добавлено в 08:48 ---------- Предыдущее сообщение размещено в 08:42 ----------
Пример неудачный, вотПо шву пока того же мнения, слишком одинаковый (без переливов

Satir
Готовящийся
LV426, проволоку наверно специально подбирали, что бы такой шов получить?
Цвета побежалости сошлифовываются, а тут при зачищенной ОШЗ и шве они на шве остались...
Даже ещё и не такие как эти

Цвета побежалости сошлифовываются, а тут при зачищенной ОШЗ и шве они на шве остались...
Даже ещё и не такие как эти
Satir
Готовящийся
ХЗ))) Если бы я знал то не спрашивал бы)
Считай, что это было утверждение.
") )) На моем фото присадочный материал (проволока) подобрана по хим составу и мех свойствам близким с основным металлом, из-за требований к технологии сварки вот такие цвета побежалости и получаются - считай стандарт так как баловством и украшательством ни кому заниматься нет резона. А вот твоё фото это интересно.
)) На моем фото присадочный материал (проволока) подобрана по хим составу и мех свойствам близким с основным металлом, из-за требований к технологии сварки вот такие цвета побежалости и получаются - считай стандарт так как баловством и украшательством ни кому заниматься нет резона. А вот твоё фото это интересно.---------- Сообщение добавлено в 11:20 ---------- Предыдущее сообщение размещено в 10:59 ----------
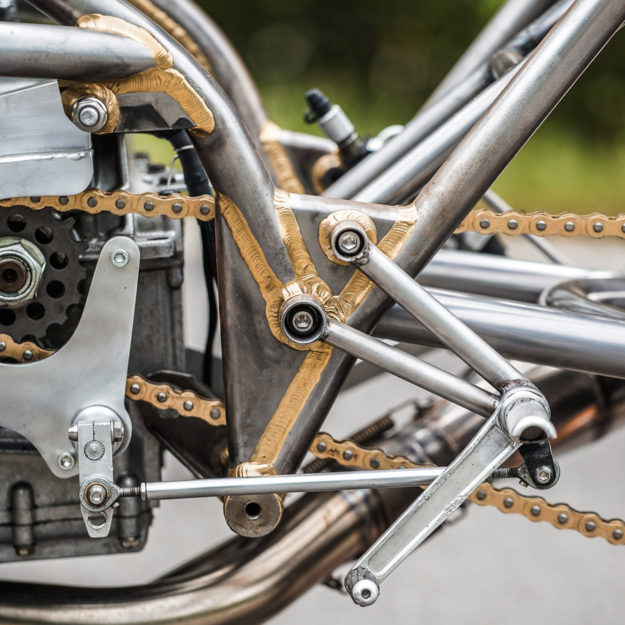
Обрати внимание на трубы выхлопной системы, там с цветами все ОК.
---------- Сообщение добавлено в 11:36 ---------- Предыдущее сообщение размещено в 11:20 ----------
Судя по разному металлическому блеску рамы, выхлопных труб и педалей, рама сделана из чернухи или низколегированной стали, которые не склонны к закаливанию. На раме есть следы ржавчины.
---------- Сообщение добавлено в 11:40 ---------- Предыдущее сообщение размещено в 11:36 ----------
Паяное соединение шоссейной рамы
http://blog.svarcom.net/statii/payka_skleyka_zaklepki.html

---------- Сообщение добавлено в 11:44 ---------- Предыдущее сообщение размещено в 11:40 ----------

http://ucozua.ru/payka-velosipednoy-ramy.html
Если ответ устроил, то вопрос исчерпан?
Более чем устроил. Четко и по делу. Спасибо.Если ответ устроил, то вопрос исчерпан?
Satir
Готовящийся
Равнопрочным металлу труб рамы сварное соединение не будет однозначно. Сам удивлён выбору данного метода, при наличии других элементов сваренных дуговой сваркой.Satir, если судить по цвету, то похоже что это латунью паяли.
Отсюда вопрос - насколько будет прочным такое соединение? И чем кроме красоты, руководствовались те кто делал такую раму?
Не зная точно материала труб рамы сложно, что либо однозначно сказать, можно лишь предполагать:
1. Материал труб рамы плохо или ограниченно свариваемый и необходимы дополнительные мероприятия перед, во время и после сварки. Если его сварить даже с учётом дополнительных мероприятий, то все равно под действием вибрации пойдёт разрушение по околошовной зоне. Но этот вариант маловероятен, так как это новый байк, а не восстанавливаемый старый.
2. За счёт пластичности присадочного материала пытаются снизить вибрацию для мотоциклиста вкупе с остальными плюсами
Рассмотрим основные плюсы стальных рам
Большой опыт работы со сталью сильно улучшил технологию работы с ней.
Из нее можно сделать любую форму труб для рамы и добиться качественной сварки или пайки. И поэтому многие производители дают пожизненную гарантию на рамы из стали, когда алюминиевые часто встречаются с гарантией в 5 лет.
Легированная сталь обладает очень высокой усталостной прочностью. И могут выдержать миллионные циклы под нагрузкой. И заметить износ стальной рамы легче, она не лопается как алюминиевая, а постепенно через трещины намекает о своей замене.
Высокий модуль упругости дает возможность проектировать рамы тоньше алюминиевых сохраняя туже жесткость.
Высокий показатель гашения вибраций позволял делать велосипед без амортизации, и ошибки в проектировании не особо заметны, в то время как в алюминиевых рамах есть такое понятие как "козлить", когда неправильная геометрия приводит к большим скачкам даже при малейших препятствиях (маленький камушек и т.д.)
Источник: http://velovidshup.ru/velo-wiki/rukovodstvo_dlya_velosipedistov/material_ramy_velosipeda/
© Велоблог Velovidshup.ru
---------- Сообщение добавлено в 19:37 ---------- Предыдущее сообщение размещено в 19:27 ----------
Можешь сравнить с заводской рамой


Сам склоняюсь ко 2 варианту. Дёшево и сердито. У частной мастерской нет столько средств и оборудования, что бы опробовать и провести испытания технологии сварки необходимое количество раз до получения нужного качества и срока службы рамы.
---------- Сообщение добавлено в 19:56 ---------- Предыдущее сообщение размещено в 19:37 ----------
Если автор сообщения прав, то 1 и 2 вариант, кроме "дёшево"Классическая английская технология 30-50 годов.
В кастомных рамах используется до сих пор.
Труба - хроммолибденовая. Рама - прочная, жесткая, очень лёгкая.
Прочность паяного шва - более, чем достаточна. Пайка - фосфористой бронзой.
Массово ушли от неё исключительно по причине дороговизны технологии. Куча ручного труда при изготовлении, подгонке частей и пайке.
http://motobratva.com/viewtopic.php?t=5063&sid=168baa6cc373d29fcbdc7125b3ef8a63&start=10
)Припой http://w.mec-castolin.ru/Produkciya/Pajka/Soedineniya/Tviordaya-pajka
Последнее редактирование:
Цепь - нитрид титана, скорее всего.
Сварные швы - очень похоже на аргонно-дуговую сварку с охлаждающей подложкой. Подобный свет вполне бывает.
Насчет цепи рубь за сто, насчет сварки ИМХО.
Насчет заправки. По личному и вообще опыту. Особо хитрокрученные, особенно из лавочек с чуркой-хозяином, любят доливать в баллон воды. Для веса. Факт касается и заправок техническими газами и бытовым.
Что конкретно вам не понятно? Сварка в инертной среде, где подаваемый припой и материнский металл плавится за счет воздействия электрической дуги с вольфрамового электрода. Охлаждающая подложка - это система отвода тепла от места сварки, как правило используется механический контакт медного, охлаждаемого водой теплоотвода с противоположной стороны от проведения сварочных работ.
Последняя применяется в случаях, когда требуются минимальные температурные расширения в процессе проведения сварочных работ. Что для несущей рамы на фотографии вполне естественно и к месту.
Хотя мне кажется, всетаки, что это они чем то покрыли шов отдельно. Или вообще покрасили. Следов нагрева на материнском металле не видно.
Сварные швы - очень похоже на аргонно-дуговую сварку с охлаждающей подложкой. Подобный свет вполне бывает.
Насчет цепи рубь за сто, насчет сварки ИМХО.
Насчет заправки. По личному и вообще опыту. Особо хитрокрученные, особенно из лавочек с чуркой-хозяином, любят доливать в баллон воды. Для веса. Факт касается и заправок техническими газами и бытовым.
Что конкретно вам не понятно? Сварка в инертной среде, где подаваемый припой и материнский металл плавится за счет воздействия электрической дуги с вольфрамового электрода. Охлаждающая подложка - это система отвода тепла от места сварки, как правило используется механический контакт медного, охлаждаемого водой теплоотвода с противоположной стороны от проведения сварочных работ.
Последняя применяется в случаях, когда требуются минимальные температурные расширения в процессе проведения сварочных работ. Что для несущей рамы на фотографии вполне естественно и к месту.
Хотя мне кажется, всетаки, что это они чем то покрыли шов отдельно. Или вообще покрасили. Следов нагрева на материнском металле не видно.
я это видел тридцать лет назад, в СССР. В средьмаше в командировке.Присадочный материал в студию, после этого можно говорить про метод сварки и технологию сварки на подкладной пластине. Не встречал проволоку дающую такой цвет шва, может тебе повезёт.
Может не красить а лудить. Чем то наподобие томпака.Посмотри на границу шов-основной металл, ты будешь так выёживаться и ровно красить, что бы в итоге всю раму отдать в покраску?
Последнее редактирование модератором:
Скржитек
Команда форума
Satir
Готовящийся
Zusman, а взять электрод диаметром поменьше и варить без отрыва, что мешает?))
Если серьезно, то это очень вредное видео, так как учит как неправильно и не качественно варить. Научившись варить с отрывом, мало кто сможет переучиться и варить без отрыва, тем более самостоятельно. Необходимость сварки с отрывом всегда устраняется технологическими мероприятиями: подбор диаметра электрода, технологии сварки и оборудования.
Если возможно переименуй тему в: «Электрогазосварка/резка. Оборудование. Использование
))Если серьезно, то это очень вредное видео, так как учит как неправильно и не качественно варить. Научившись варить с отрывом, мало кто сможет переучиться и варить без отрыва, тем более самостоятельно. Необходимость сварки с отрывом всегда устраняется технологическими мероприятиями: подбор диаметра электрода, технологии сварки и оборудования.
Если возможно переименуй тему в: «Электрогазосварка/резка. Оборудование. Использование
Последнее редактирование:
Satir
Готовящийся
Пайка http://saveyou.ru/forum/showpost.php?p=714398&postcount=49на предыдущей странице, скорее всего сварка TIG - сварка вольфрамовым электродом с проволокой, в среде инертного газа.
Дельный ролик. Говорю как сварщик с многолетним стажем работы. Не слушайте теоретигов и панд.)))Если серьезно, то это очень вредное видео, так как учит как неправильно и не качественно варить.
Всё по правилам делается только при сдаче экзамена на сертификат... даже в Германии)))
Кто хочет научиться элдуговой сварке пробуйте всё - ищите свой стиль в рамках общепринятых правил.
По этому ролику...
Автору имхо стоило обратить внимание, что при этом методе особенно важно обратить внимание на сгон шлака и посадке каждой следующей "точки" на еще раскалённый металл, чтобы избежать трещин.
Еще заметьте хитрость))) он варит вертикальный шов, "сидя" всё время не на краях тонкой стенки, а на своём шве...
Satir
Готовящийся
Давай теперь притяни общепринятые правила к данному видео, практиканткак сварщик с многолетним стажем работы... Всё по правилам делается только при сдаче экзамена на сертификат... ищите свой стиль в рамках общепринятых правил.
Шлак и трещины! Сегодня будем ржать всем отделом! Ребятам на трассу пошлю твою рекомендацию, что бы в техкарты обязательно вписали...Автору имхо стоило обратить внимание, что при этом методе особенно важно обратить внимание на сгон шлака и посадке каждой следующей "точки" на еще раскалённый металл, чтобы избежать трещин.
очень конечно хитро не греть и расплавлять кромки, а заливать шов, чтобы получить несплавуху или наплыв... нахфиг сидеть на шве, если его формировать нужно сплавляя кромки не коственным нагревом дуги, а прямым?Еще заметьте хитрость))) он варит вертикальный шов, "сидя" всё время не на краях тонкой стенки, а на своём шве...
Учи матчасть, а не подгоняй свою рукожопость под неё.
Satir
Готовящийся
Почитай вложение «К ВОПРОСУ О КАЧЕСТВЕ СВАРНЫХ ШВОВ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ В ЗАВИСИМОСТИ ОТ КВАЛИФИКАЦИИ СВАРЩИКОВ».
По мимо качества сварных соединений (которые обсуждаются) для трубопроводов предъявляют требования к герметичности (все об этом забывают).
Для промышленности здесь никто варить не собирается. Это раз.
Два - как помочь человеку (на местном жаргоне - камраду), не проходившему профессиональное обучение, заварить нужную ему железяку, а ещо и так чтобы она держалась и не упала ему на ногу.
Сатир ведёт себя как и подобает сатиру - эгоистично и высокомерно...
Два - как помочь человеку (на местном жаргоне - камраду), не проходившему профессиональное обучение, заварить нужную ему железяку, а ещо и так чтобы она держалась и не упала ему на ногу.
Сатир ведёт себя как и подобает сатиру - эгоистично и высокомерно...
Satir
Готовящийся
Почитай книжки для ПТУ, там нет деления на промышленность и для себя. Требования к сварному шву едины и не просто так все это. Открою тебе страшную тайну вся разница всего лишь в разбраковке.Для промышленности здесь никто варить не собирается. Это раз.
Смысл в держащейся трубе, если она ссыт по всем швам? Облицуй ее без отрыва и не парься, держатся будет!Два - как помочь человеку (на местном жаргоне - камраду), не проходившему профессиональное обучение, заварить нужную ему железяку, а ещо и так чтобы она держалась и не упала ему на ногу.
При сварке с отрывом вероятность, что деталь отпадёт выше, так как прогрев кромок меньше и вместо их сварки происходит спекание.
Все прозаичнее - достали сварщики, которых набирают на вокзале и единственное их применение на общехозяйственных работах, но в интернетах учат, не имея даже теоретической базы, которой учат сварщиков.Сатир ведёт себя как и подобает сатиру - эгоистично и высокомерно...
Поделиться:
| Похожие темы | Форум | ||
|---|---|---|---|
|
|
Сварка. Уроки, примеры. | Мастерская выживальщика | 49 |